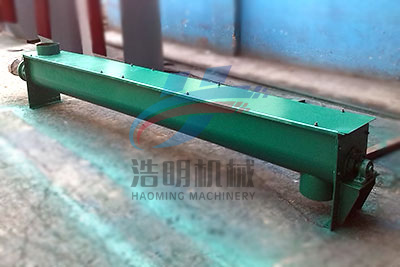
一、Z型皮帶輸送機結構概述
1、波狀擋邊帶: 在帶式輸送機起曳引和承載物料作用。
2、改向滾筒、壓帶輪:用來改變輸送帶的運行方向。
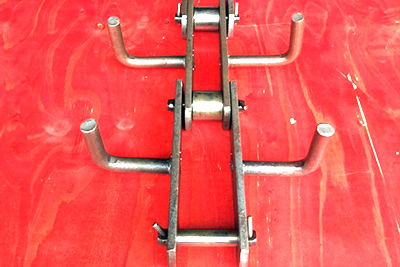
3、托輥組:托輥組用于支承輸送帶和帶上的物料,使其穩定運行,平行托 輥組用于支承輸送帶和帶上的物料;緩沖托輥裝于輸送機受料處,以保護輸送帶,延長輸送帶使用壽命;凸弧托輥組用于波狀擋邊帶轉彎處;擋輥組用于防止膠帶跑偏。

4、螺旋拉緊裝置: 它的作用有:
(1)使輸送帶具有足夠的張力,保證輸送和滾筒間不打滑;
(2)限制輸送帶在各支承的垂度, 使輸送機正常運轉;
5、頭架、頭部漏斗、頭部護罩、導料槽 ,中間架、尾架、支腿、 驅動架等在輸送機中分別起支承、防塵和導料作用,各件間聯1接采用螺栓聯接或焊接。
二、安裝、試運轉和調整:
(一)、安裝
1、安裝前應首先熟悉輸送機圖紙,根據驗收規則驗收組成整機的各部件。
2、熟悉執行《機械設備安裝工程施工及驗收規范》有關安裝技術 要求。
3 、安裝順序:一般是:劃中心線—安裝機架(頭架 - 尾架 - 支腿 - 中間架) ,安下托輥—安裝波狀擋邊帶—安裝電動滾筒—安裝改向滾筒—安裝壓帶 輪—安裝上托輥組—安裝拉緊裝置—安裝漏斗、護罩、導料槽等。

4、安裝注意事項:
(1)全部滾筒、托輥安裝后均應轉動靈活不應有卡滯現象。
(2)輸送機機架中心線直線度應符合表2的規定, 并應保證在任 意25m長度內的直線度為5mm 。
(3)滾筒軸線與水平面的平行度為滾筒軸線的長度的 1/1000 。
(4)滾筒軸線對輸送機機架中心線的垂直度為滾筒軸線長度的 2/1000 滾筒、托輥中心線對輸送機機架中心線的對稱度為 3.0mm 。

(5)清掃器安裝后,其刮板與輸送帶在滾筒軸線上的接觸長度不 得小于 85% 。
(二)、試運轉:
1、在正式投入使用前,應進行2 小時空載及8小時負載試運轉,試運轉前除一般檢查輸送機的安裝是否符合安裝技術要求外,尚需 檢查:
(1)、電動滾筒內按規定加潤滑油
(2)、逆止器的安裝方向是否與逆止方向相符。
(3)、清掃器、電滾筒組、改向滾筒組等安裝情況。
(4)、電氣信號及控制裝置的布置及接線正確性。
(5 )點動傳動滾筒,觀察滾筒轉動方向是否正確。
2 、試運轉期間應進行下列工作:
(1)、檢查輸送機各運轉部位應無明顯噪音。
(2)、各軸承無異常溫升。
(3)、檢查各滾筒、托輥的轉動及緊固情況。
(4)、清掃器的清掃效果。
(5)、輸送帶的松緊程度。
(6)、各電氣設備按鈕應靈敏可靠。
(三) 、調整:
(1)、在頭部輸送帶跑偏,調整頭部滾筒,其方向如下圖。
滾筒軸承座調整方向
(2)、在尾部輸送帶跑偏:調整尾部改向滾筒或螺旋拉緊裝置。
(3)、在中部輸送帶跑偏:
調整上托輥(對上分支)及下托輥 ( 對下分支 ) ,其調整方向如下圖當調 整一組托輥仍不足以糾正時,可連續調整幾組,但每組的偏斜度不宜過大。
(4)滾筒表面粘結物料,使滾筒成了圓錐面,會使膠帶向一側偏離,造成膠帶跑偏,因此必須經常檢查清掃器和人工打掃。
(5)膠帶一經加上負載就跑偏,這種情況一般是由于物料的下料點不在膠帶中間,應調整下料點位置 。
(6)機架兩側高低不一使膠帶不水平,運行時膠帶向低的一邊移動
導致跑偏,此時必須將機架重焊或將托輥組加墊片墊平。
(7)膠帶無載時發生空車跑偏,而加上物料就能得到糾正,這種現
象一般都是初張力太大造成的,進行適當調整即可。
(8)調整輸送帶的預拉力,使輸送帶在滿載啟動及運行時,輸送帶 與電滾筒間不產生打滑。
三、安全操作和維護保養:
輸送機能否長期正常運轉,與能否正確安全地操作,能否定期維護保養有直接關系。(一)、安全操作:
(1)須盡量降低落料高度和減少物料對輸送帶的的沖擊,以免砸 壞輸送帶。
(2)須及時排除引起跑偏因素。
(3)堅持維修制度,避免人機事故發生。
(4)空載啟動或停車,嚴守操作規程順序。
(5)作好設備使用維護記錄,作好交接班工作。
(二)、維護保養:
1、班間維護內容:
(1)、檢查膠帶的接頭部位是否有異常情況,如割傷、裂紋等及其他 原因造成的損壞。
(2)、膠帶的上下層膠是否有磨損處,擋邊帶是否磨損。
(3)、保持每個托輥轉動靈活,更換不轉、損壞的托輥,
(4)、防止膠帶跑偏,使膠帶保持在中心線上運轉。
2 、定期檢修
(1)定期給各種軸承加油
(2)所有地腳螺栓,橫梁連結螺栓均重新加油緊固。
(3)修或更換磨損的其他零件或部件。
(4)修補或更換膠帶。